1.变压吸附的原理
利用空气中的氧和氮在碳分子筛中扩散率的差异原理,氧分子被碳分子筛大量吸附,氮分子在气相中富集而达到氧氮分离的一种物理原理。
碳分子筛对氧的吸附容量随压力变化会有明显差异,降低压力,即可解吸碳分子筛中吸附的氧分子。使碳分子筛再生,从而达到碳分子筛重复循环使用。
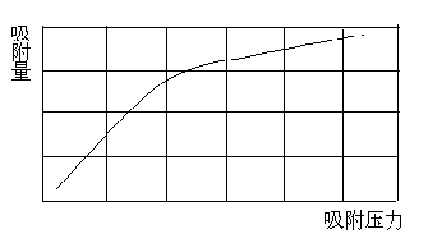
在吸附平衡情况下,任何一种吸附剂在吸附同一气体时,气体压力越高,则吸附剂的吸量越大。反之,压力越低,则吸附量越小。如图所示:
在空气压力升高时,碳分子筛将大量吸附氧气、二氧化碳和水分。当压力降到常压时,碳分子筛对氧气、二氧化碳和水分的吸附量非常小。
变压吸附设备主要由A、B二只装有碳分子筛的吸附塔和控制系统组成。当压缩空气(压力一般为0.85Mpa)从下至上通过A塔时,氧气、二氧化碳和水分被碳分子筛所吸附,而氮气则被通过并从塔顶流出。当A塔内分子筛吸附饱和时便切换到B塔进行上述吸附过程并同时对A塔分子筛进行再生。所谓再生,即将吸附塔内气体排至大气从而使压力迅速降低至常压,使分子筛吸附的氧气、二氧化碳和水分从分子筛内释放出来的过程。
2. 制氮系统工艺流程
压缩空气经净化处理除去大量的油、水份之后进入空气缓冲罐,再经过滤器和活性炭过滤器进一步除去水分,微油雾等有害杂质,经空气缓冲罐缓冲后进入二个填装吸附剂的变压吸附分离系统制氮机组。
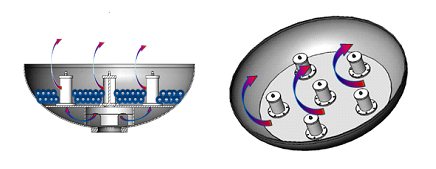
洁净的压缩空气由吸附塔底端进入,气流经空气扩散装置(万向螺旋或瓷球)扩散以后,均匀进入吸附塔,进行氧氮吸附分离,然后从出口端流出氮气,进入氮气缓冲罐,这一产氮过程约1分钟,之后经均压和减压(至常压),脱除所吸附的杂质组分(主要为氧气),完成吸附剂的再生。二个吸附塔交替循环操作,连续送入原料空气,连续生产纯度≥99.999%氮气,产量为30Nm3/h,氮气输出压力为0.6MPa,氮气常压露点为-40℃。
3. 制氮配置说明
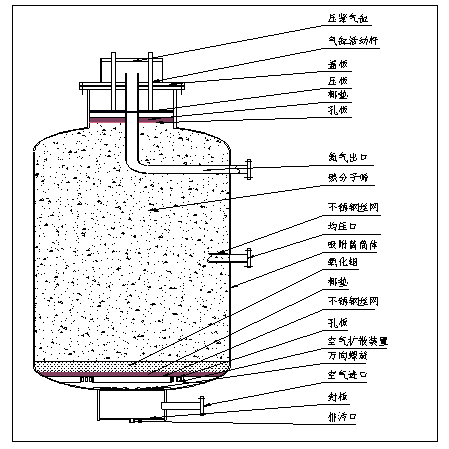
A.吸附塔的结构特点
吸附塔是整个制氮系统的核心部分,空气中的氧氮分离过程是在吸附塔中完成的。
如上图所示,吸附塔由图示中的各部分组成,其先进的内结构设计(万向螺旋或填充瓷球改变气流方向),使气流均匀、平稳的进入分子筛床层,最大限度减轻气体分子对碳分子筛的撞击,更有利于保证氮气纯度、保证碳分子筛的长期有效使用。充分考虑并避免了吸附过程中气体对分子筛的高速冲击,避免了气流高速冲击带来的分子筛粉化现象,同时避免了粉化的粉末进入管道、阀门,引起的阀门泄漏、卡死等现象。
独创的分子筛复合床结构,保证了进入碳分子筛的空气含水量低于-40℃的水准,使得碳分子筛不至于吸附过量的水分而影响机械强度的下降,有利于碳分子筛的长期使用寿命。
吸附塔采用了先进的气缸压紧技术,从制氮机开始工作时就进入工作状态,在工作状态下,活塞始终保证分子筛压紧,同时不会压破碳分子筛,避免了气流高速冲击带来的分子筛粉化现象。压紧装置中设置了延位沉降报警系统,当压紧气缸行程超过设定的行程时,自动限位报警系统将会光电报警,该压紧装置同弹簧压紧、椰垫式压紧、气囊式压紧装置相比较,可靠性更强维修更方便。当气缸下降至中间位置时,控制系统会报警提示,此时需添加分子筛并且控制面板上可实现声光报警。
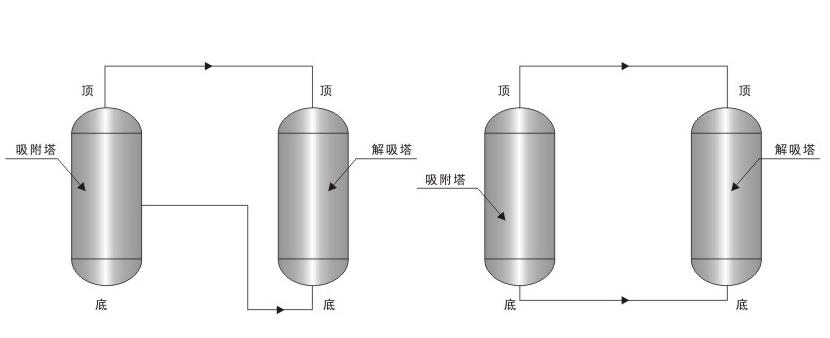
特殊不等式均压流程
设备采用了不等势均压流程,不等势均压流程是对传统等式均压流程的下均压位置作了改进。不等式均压时气体从吸附结束的吸附塔中部引出进入脱附结束的吸附塔底部,根据制氮机氮气纯度在吸附塔内是从下到上逐步递增的,这样将氮气纯度较高的气体从吸附塔均压到解吸塔,提高了解吸塔的氮气浓度,同时降低了解吸塔内碳分子筛对氧气的吸附,提高了碳分子筛的利用率。不等势均压流程比等势均压流程更加合理、科学、成熟,其直接效果是氮气回收率提高,产气量上升,间接效果是节约能耗。同时也提高了氮气回收率和碳分子筛利用率。
B.分子筛填充
专利的微波震荡式填装技术,使分子筛填装得更为均匀密实,保证分子筛在吸附过程中不产生流化状态,不需定期补充昂贵的碳分子筛。
C.压紧装置
1、组成
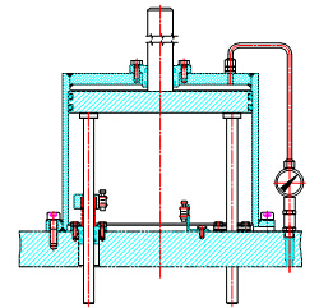
压紧装置气缸由气缸体、活塞、活塞杆、传动杆、限位块及限位开关等组成,如图所示:
2、性能
压紧装置气缸是吸附塔的压紧机构,是保证分子筛稳定使用和吸附塔安全工作的重要部件。它的作用主要有两大部分:一是利用吸附塔内的压缩空气,对碳分子筛进行动态压紧。即分子筛一旦下沉,气缸就会有相应的补偿位移,以确保吸附塔内的分子筛始终处于压紧状态,从而防止因分子筛下沉而造成分子筛剧烈运动,确保制氮机产氮量和纯度的稳定性。二是利用限位开关对活塞杆的位置控制来控制分子筛的工作行程。即当分子筛下沉,气缸活塞带动活塞杆到达预警限位开关时,系统开始报警,在用户可能的情况下,这时候应停机添加分子筛。如继续使用,气缸活塞带动活塞杆运动到达停机限位开关时,系统自动停机,这时必须添加分子筛。
D.吸附剂
吸附材料根据客户需发选用国际名牌厂家德国卡波公司(目前该公司已暂定停产,不对国内供应碳分子筛。),日本武田,日本岩谷或国内知名品牌产品,正常使用寿命长达10年之久。保证了氮气的质量、纯度和寿命。
E.阀门
阀门根据客户需发采用德国原装进口的BURKERT阀门或国内知名品牌产品,反应速度为0.02秒,使用寿命长达300万次以上,具有结构简单、密封可靠、关闭速度快等特点,是氮气纯度与设备运行可靠的根本保障。
F.智能控制仪
选用西门子品牌的智能控制仪——西门子PLC可编程序控制仪及德国BURKERT、台湾亚德客等各大品牌电磁阀,使制氮机连续可靠的运行得到保证。
阀门切换由德国西门子公司的PLC输出信号控制亚德克公司电磁阀实行自动化控制,安全可靠。
制氮装置产品普氮采用不合格自动放空系统,氮气分析仪可控制氮气纯度保证在工艺要求以上。
PLC控制仪安全可靠,坚固耐用。面板可以显示各种工作运行状态,可实行联控与远控系统带RS-485接口。
LCD液晶显示输入输出状态、日期、时钟等参数。带ASI总线接口,以获得对现场设备和过程的集中控制。
G.消音器
浙江拓航工业设备有限公司对制氮装置噪声的控制:在消声器的第一工作位置,我方采用了发散性万向螺旋结构,首先降低气流的速度并改变其运行方向,接着采用超大面积的多重折回式减压器及其所配备的吸音材料(为玻璃纤维和植物纤维的合成材料),对已经减速的气流进一步减速、减压并吸收,控制制氮装置产生的噪音≤80dB(A)。
H.不合格氮气自动放空装置
在设备启动后,电磁阀接收到氮气分析仪的控制信号后,自动开启氮气放空阀,关闭氮气出口阀(时间只需要0.02秒),不合格氮气自动放空。当氮气纯度达到指标后,自动关闭排空阀,打开氮气出口阀 ,输出合格氮气。在整个使用过程中,无需人工操作。输出氮气纯度如果超标,根据客户需要,除有自动排空功能外,还可将其信号报警、并将报警信号和流量信号上传主控室DCS系统。
只要启动设备就可以自动运行,氮气储罐充满以后可以自动停机,当压力低于下线(可根据用户要求设定)可以自动重新启动。开机后,纯度不到自动放空,达到后自行输送氮气。
技术特点:
1.设备运行能耗低,成本少,适应性强,产气快速,纯度易调节;
2.完善的工艺流程设计,最优使用效果;
3.模块化结构设计,节省占地面积;
4.操作简便,性能稳定,自动化程度高,可实现无人运行;
5.合理的内部构件,气流分布均匀,减轻气流高速冲击;
6.特有的碳分子筛保护措施,延长分子筛的使用寿命;
7.关键部件采用著名品牌是设备品质的有效保证;
8.具有多种故障诊断、报警及自动处理功能;
9.可选配触摸式屏幕显示、露点检测、节能控制、DCS通讯等。





 网站首页
网站首页